Export-oriented spirulina projects often reach a point where cultivation capacity outpaces downstream readiness. For Nutrialgo’s large-scale spirulina facility in Kambanur, Tamil Nadu, packaging became that critical bottleneck. While upstream production met global standards, long-term export viability demanded a cleanroom packaging environment that could preserve purity, consistency, and compliance at scale.
This article explores how Greenbubble approached the design and execution of a cleanroom packaging facility as part of a 4.5-acre, export-focused spirulina project – balancing regulatory discipline with practical operability.
Project Context: When Production Outgrew Packaging
Nutrialgo’s spirulina project was conceived by Mr. Nachiappan while he was working in the Middle East, with a clear objective: build a world-class, organic spirulina operation in India capable of serving global nutraceutical markets. Over a development period of approximately 1.5 years, the project scaled into a facility producing more than 5 tons of organic spirulina per month.
As cultivation stabilised, it became clear that packaging quality – not farming output – would define export success. Even minor contamination risks or handling inconsistencies at the packaging stage could undermine months of disciplined upstream production.
Redefining Cleanroom Requirements for Spirulina Packaging
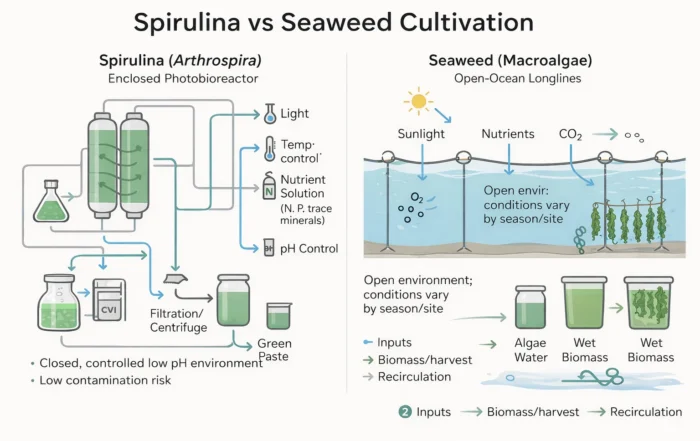
Unlike pharmaceutical cleanrooms, spirulina packaging facilities must balance hygiene with material flow practicality. Powder handling, moisture sensitivity, and operator movement all introduce unique risks.
For Nutrialgo, Greenbubble defined cleanroom requirements around:
- Controlled airflow and pressure zoning
- Segregation of raw, semi-processed, and packed material
- Hygienic personnel movement pathways
- Packaging layouts that minimise manual handling
The goal was not to overengineer, but to build a cleanroom suited to nutraceutical-grade spirulina packaging.
Greenbubble’s Transition from Consultant to Turnkey Partner
Greenbubble initially entered the Nutrialgo project as a consultant. However, early-stage execution challenges with contractors prompted a strategic shift. To protect project outcomes, Greenbubble moved into a full turnkey implementation role.
This transition included deploying Greenbubble team members to reside on-site, coordinating vendors, managing timelines, and aligning construction, equipment installation, and SOP development into a single execution stream. This hands-on presence proved critical in translating design intent into operational reality.
Cleanroom Design Philosophy and Layout Strategy
The cleanroom layout was designed as an extension of upstream discipline rather than a standalone unit. Key principles included:
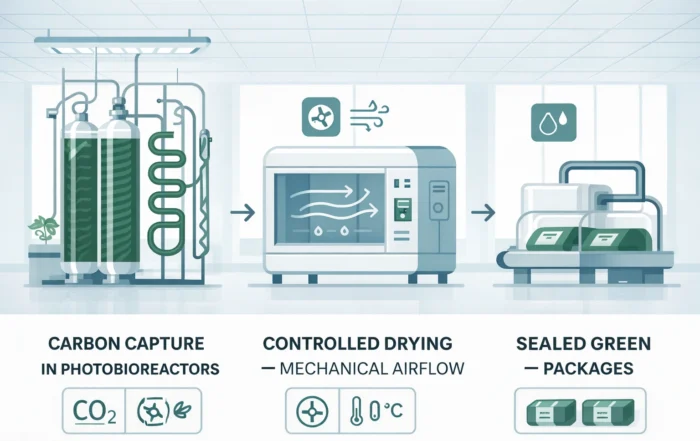
- Linear material movement from drying to packaging
- Clear separation of personnel and material flow
- Minimised cross-traffic to reduce contamination risk
- Integration with upstream drying and storage zones
Hygienic and modular packing systems were selected to support consistent sealing, weighing accuracy, and minimal exposure during packaging operations.
Integration with Upstream Processing Infrastructure
The cleanroom facility did not operate in isolation. Its effectiveness depended on alignment with upstream systems, including controlled harvesting, drying, and handling processes.
Greenbubble had already implemented engineered raceway pond systems, precision harvesting equipment, and energy-efficient drying solutions across the project. The cleanroom was designed to receive material from these systems without introducing new contamination vectors.
Execution Challenges in the Tamil Nadu Context
Building a cleanroom facility in Tamil Nadu posed practical challenges, including heat, humidity, and local infrastructure constraints. Rather than relying solely on specification-driven design, Greenbubble focused on execution realism.
Key challenges addressed included:
- Managing humidity ingress during monsoon periods
- Ensuring HVAC stability under fluctuating power conditions
- Training operators in behavioural hygiene practices
- Coordinating multiple vendors under a unified execution plan
Greenbubble’s on-site management model played a central role in resolving these challenges without compromising timelines.
Outcomes Achieved for Nutrialgo
Following the cleanroom implementation, Nutrialgo achieved:
- Improved packaging consistency suitable for export audits
- Reduced contamination risk during final handling stages
- Greater confidence during third-party inspections
- A scalable packaging setup aligned with future capacity expansion
While production volumes remained strong, the cleanroom ensured that downstream packaging no longer limited commercial growth.
What Other Spirulina Producers Can Learn
The Nutrialgo project highlights several lessons for growing spirulina brands:
- Packaging readiness should scale alongside cultivation
- Cleanrooms must be designed for spirulina-specific realities
- Turnkey execution reduces coordination risk in complex projects
- On-site ownership accelerates problem resolution
Cleanroom packaging is not a cosmetic upgrade – it is a structural requirement for export-oriented operations.
Greenbubble’s Role in Cleanroom Packaging Projects
In the Nutrialgo project, Greenbubble’s role extended beyond design. By integrating consultancy, turnkey execution, and on-ground management, Greenbubble ensured that cleanroom packaging aligned seamlessly with farming, drying, and handling systems.
This end-to-end approach reflects how Greenbubble supports large-scale spirulina projects – from concept to compliant commercial operation – without fragmenting responsibility across multiple vendors.
FAQs
Q1. Is a cleanroom mandatory for spirulina exports?
While not universally mandated, cleanroom packaging significantly improves compliance, audit confidence, and buyer acceptance in export markets.
Q2. Can small spirulina farms justify cleanroom packaging?
Cleanrooms become economically viable once farms target consistent, high-value markets rather than local bulk sales.
Q3. How long does it take to build a cleanroom packaging facility?
Timelines vary, but integrated planning alongside upstream systems reduces delays.
Q4. Does cleanroom packaging increase operating costs?
Yes, but the cost is offset by reduced rejections, higher buyer trust, and scalability.
Q5. Can cleanroom facilities be expanded later?
Modular design allows cleanrooms to scale with production growth.
Conclusion: Packaging as a Strategic Capability
The Nutrialgo Tamil Nadu project demonstrates that cleanroom packaging is not an afterthought – it is a strategic capability. By addressing packaging discipline alongside farming excellence, Greenbubble helped Nutrialgo build a spirulina operation prepared for global markets. In export-driven nutraceutical businesses, packaging integrity ultimately determines how far production success can travel.
Table Of Contents